Тегістеу болат ату




Үлгі/өлшемі:0,4-2,5 мм
Өнім туралы мәліметтер:
Легірленген тегістеу болат атқылауы жоғары көміртекті болатқа, төмен көміртекті болатқа және төмен ванадий болатқа негізделген, жоғарыда аталған өнімдердің өлімге әкелетін әлсіздігін ескере отырып: ауа тесігі, жарықтар, қаттылық айырмашылығы, жаңа өнімдерді қайта зерттеу арқылы әзірлеу. соғу технологиясы, ол әртүрлі қолдануға сәйкес әртүрлі материалды таңдай алады, оның құны қолдану аймағына байланысты, пайдалану мерзімін ұзарта алады, оның өнімділігі жоғары, болат кесілген сымдар үш түрлі қаттылықта қол жетімді: 45-50 HRC , 50-55 HRC және 55-60 HRC өлшемі 0,20 мм-ден 2,50 мм-ге дейін.Біздің кесілген сымдар SAE J441, AMS 2431 және VDFI 8001 стандарттарына сәйкес келеді.
Негізгі спецификациялар:
| ӨЛШЕМІ: | 0,2-2,5 мм |
| ҚАТТЫҒЫ: | HRC40-50 HRC45-55 HRC50-60 HRC>60 |
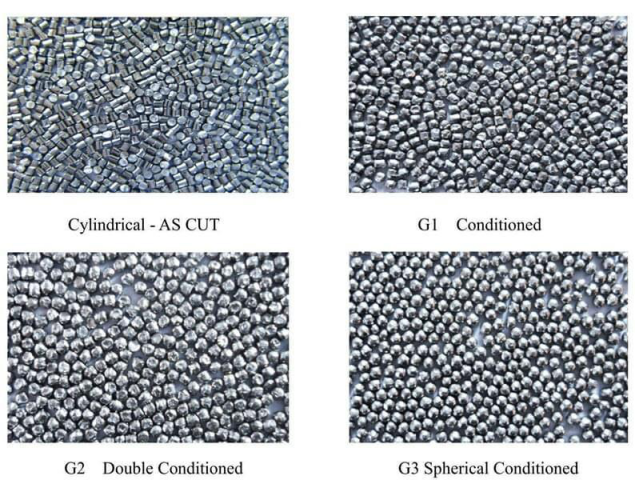
| Пішін | G1 Шартты G2 Қосарланған G3 Сфералық |
| ЖОБА | спецификация | СЫНАҚ ӘДІСІ | |||
| ХИМИЯЛЫҚ ҚҰРАМЫ | C | 0,45-0,75% | P | <0,04% | ISO 9556:1989 ISO 439:1982 ISO 629:1982 ISO 10714:1992 |
|
| Si | 0,10-0,30% | Cr | / |
|
|
| Mn | 0,40-1,5% | Mo | / |
|
|
| S | <0,04% | Ni | / |
|
| МИКРО ҚҰРЫЛЫМ | Мартенсит немесе троозит немесе деформацияланған перлит | GB/T 19816.5-2005 | |||
| Тығыздығы | ≥7,40 г/см³ | GB/T 19816.4-2005 | |||
| СЫРТҚЫ ФОРМА | Біртекті өлшем, тамаша жылтырлық, шар пішіні | Көрнекі | |||
Неліктен қорытпаны ұнтақтауды таңдау керек?
Тегістеу кесіндісі

Болат кесіндісі
Шикізаттарды ұнтақтау

Болаттан жасалған шикізат
①, Ол соғылған болат сымнан жасалған, ауа тесігі жоқ, жарықтар және қаттылық айырмашылығы жоқ.
②,Әртүрлі өрістердің әртүрлі талаптарына сәйкес біз болат сымның әртүрлі материалдарын таңдай аламыз.
③,Тегістеу атқылауының төзімділігі жоғары және қызмет ету мерзімі болат атудан 1,5 есе көп.
④,Тегістеу арқылы тазартылған дайындама күміс-ақ, ал құйма болатпен тазартылған бет қою сұр түске боялады.
⑤,Тазалау әсері болат құйылғанға қарағанда мұқият және қайталама тазалаудың қажеті жоқ.Тазалаудан кейін дайындаманың кедір-бұдырлығы талаптарға сәйкес келеді.
⑥,Абразивті соғу тегістеу болат атуында ауа тесігінің, жарықтардың болмауының және оңай сынбайтынының артықшылығына байланысты, жарылыс процесінде толтыру мөлшері аз, жарылыс процесінде шаң аз, жұмыс күші төмен. және қоршаған ортаның ластануын азайтуға болады.
Артықшылықтарды салыстыру
|
| Төмен көміртекті болат ату | Тегістеу болат ату | Жоғары көміртекті болат ату |
| C | 0,08-0,20 | 0,45-0,75 | 0,80-1,20 |
| S | ≤0,05 | <0,03 | ≤0,05 |
| Mn | 0,35-1,50 | 0,50-1,50 | 0,50-1,20 |
| P | ≤0,05 | <0,03 | ≤0,05 |
| Si | 0,10-2,00 | 0,30-0,60 | ≥0,40 |
| HRC | 40-50 | 40-60/50-60 | 40-50 |
| Тұздылық | ≤45мг/㎡ | ≤18мг/㎡ | ≤45мг/㎡ |
| шаршау өмірі | 4000-4200 | 5400-5800 | 2500-2800 |





